
生产给定数量的零件所需的时间包括 每个零件的初始设置时间和周期时间。设置时间包括设置车床、规划刀具运动(无论是手动还是机器)以及将夹具 装置安装到车床上的时间。循环时间可分为以下四次:
加载/卸载时间
- 将工件装入车床并将其固定在夹具上所需的时间,以及卸下成品零件所需的时间。加载时间取决于工件的尺寸、重量和复杂程度,以及夹具的类型。
缩短时间
- 刀具每次操作对工件进行所有必要的切割所需的时间。的切换时间 对于任何给定的操作是通过将计算出的总切割长度 由该操作的进料速率,这是相对于工件的刀具的速度。
空闲时间
- 也称为非生产时间,这是在工艺周期中发生的不与工件接触并因此去除材料的任何任务所需的时间。该 空闲时间 包括刀具接近工件和从工件退刀、刀具在特征之间移动、调整机床设置和更换刀具。
刀具更换时间
- 更换已超过其使用寿命并因此磨损以进行有效切削的刀具所需的时间。该时间通常不会在每个循环中执行,而是仅在工具使用寿命结束后执行。在确定周期时间时,通过乘以刀具更换频率(即切削时间除以刀具寿命),针对单个零件的生产调整刀具更换时间。
在车削加工循环之后,不需要任何后处理。但是,如果需要,可以使用二次加工来改善零件的表面光洁度。从工件上切下的小材料碎片形式的废料通过刀具的运动和润滑剂的喷射被推离工件。因此,不需要处理循环步骤来去除废料,这些废料可以在生产后收集和丢弃。
切割参数
在车削中,切削刀具的速度和运动是通过几个参数指定的。这些参数是根据工件材料、刀具材料、刀具尺寸等为每个操作选择的。
切削进给- 刀具或工件在主轴旋转一圈期间前进的距离,以英寸每转 (IPR) 为单位。在某些操作中,刀具进给工件,而在其他操作中,工件进给刀具。对于多点刀具,切削进给量也等于每齿进给量,以每齿英寸 (IPT) 为单位,乘以切削刀具上的齿数。
切削速度-切削过程中工件表面相对于切削刀具边缘的速度,以每分钟表面英尺 (SFM) 为单位。
主轴速度- 主轴和工件的转速,以每分钟转数 (RPM) 为单位。主轴速度等于切削速度除以进行切削的工件的周长。为了保持恒定的切削速度,主轴速度必须根据切削直径而变化。如果主轴速度保持恒定,则切削速度会发生变化。
进给率- 刀具切削时刀具相对于工件的运动速度。进给速度以英寸/分钟 (IPM) 为单位,是切削进给 (IPR) 和主轴转速 (RPM) 的乘积。
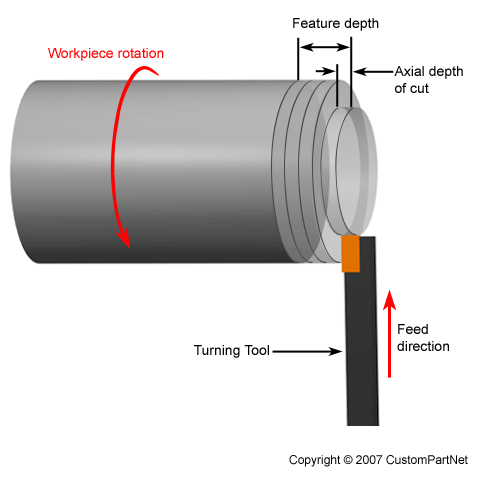
轴向切削深度- 刀具在进行切削时沿工件轴线的深度,如在端面 操作中。较大的轴向切深将需要较低的进给率,否则会导致刀具承受高负荷并缩短刀具寿命。因此,当刀具移动到每次走刀指定的轴向切削深度时,一个特征通常要经过多次走刀加工。
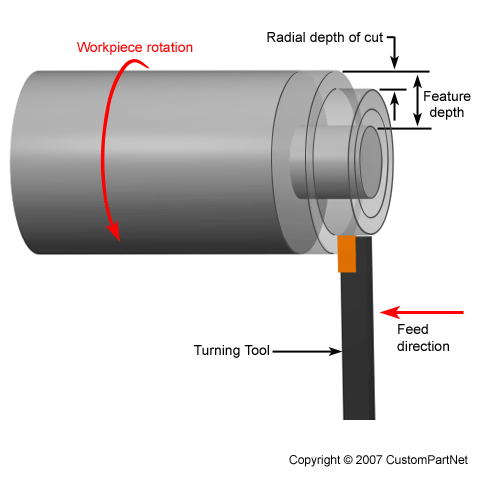
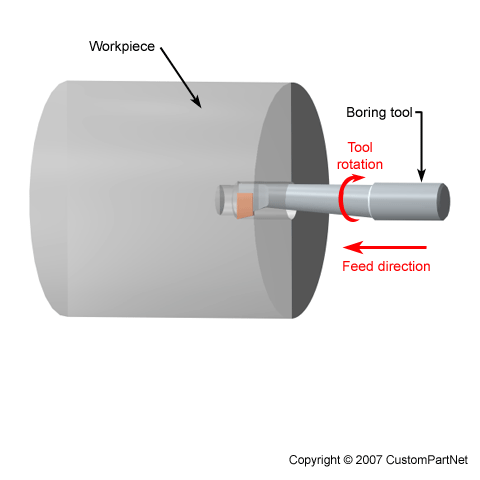
径向切削深度- 刀具在切削时沿工件半径的深度,如在车削 或镗孔 操作中。较大的径向切深将需要较低的进给率,否则会导致刀具承受高负荷并缩短刀具寿命。因此,当刀具在径向切削深度处移动时,通常分几个步骤加工一个特征。
在加工循环期间,可以对工件执行各种操作以产生所需的零件形状。这些操作可分为外部或内部。外部操作修改工件的外径,而内部操作修改内径。以下操作均由使用的刀具类型和刀具从工件上去除材料的路径定义。
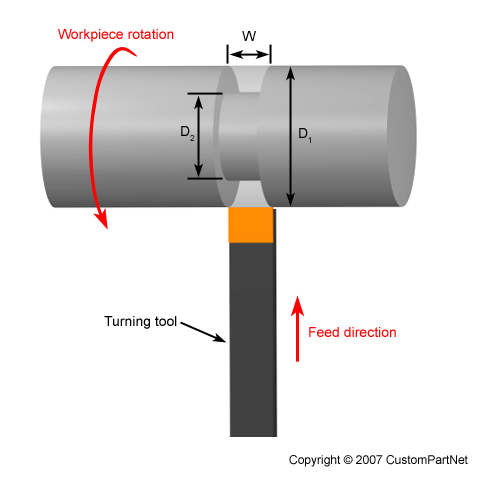
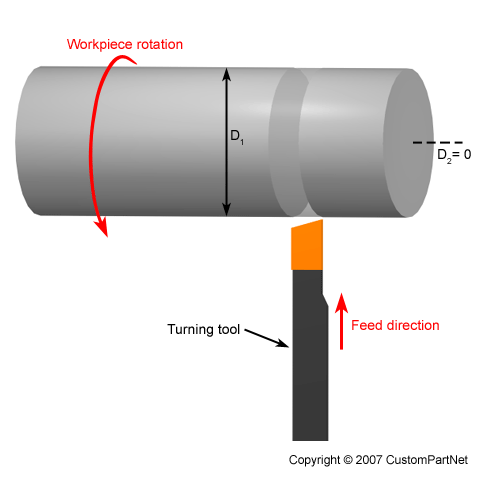
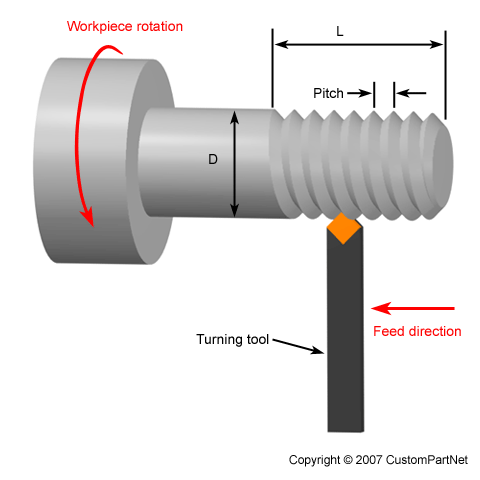
对外运营
|  |
|  |
|  |
|  |
|  |
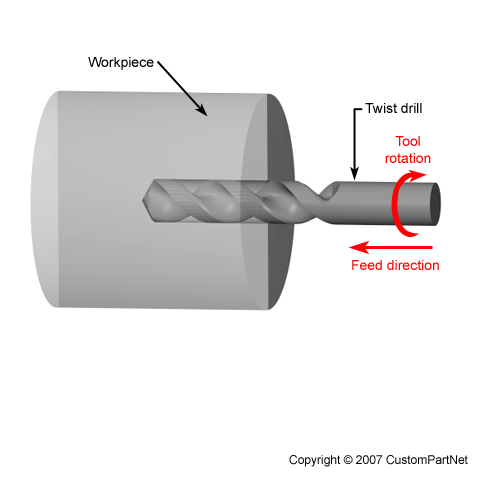
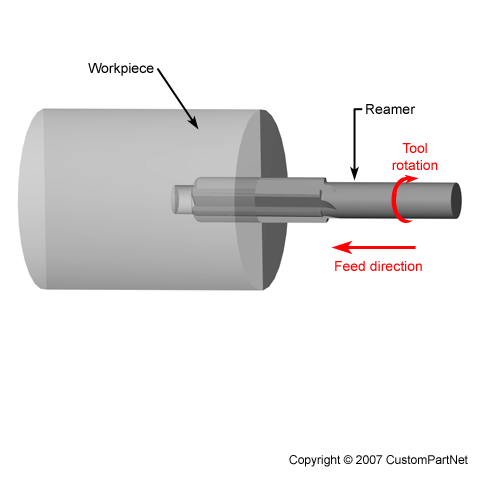
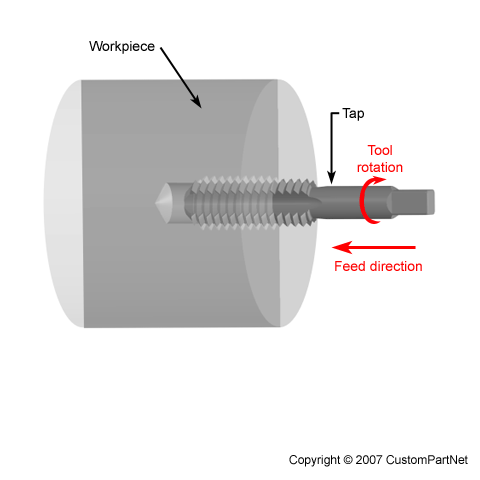
内部运营
|  |
|  |
|  |
|  |